7 铝合金零部件加工工程
7.1 一般规定
7.1.1 本章适用于铝合金结构制作及安装中铝合金零件及部件加工的质量验收。
7.1.2 铝合金零件及部件加工工程,可按相应的铝合金结构制作工程或铝合金结构安装工程检验批的划分原则及进料实际情况划分为一个或若干个检验批。
7.2 切割
Ⅰ 主控项目
7.2.1 铝合金零部件切割面或剪切面应无裂纹、夹渣和大于0.5mm的缺棱。
检查数量:全数检查。
检验方法:观察或用放大镜及百分尺检查。
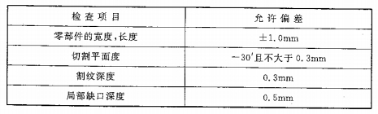
7.2.2 铝合金零部件切割允许偏差应符合表7.2.2的规定。
检查数量:按切割面数检查10%,且不应小于3个。
检查方法:卷尺、游标卡尺、分度头检查。
表7.2.2 切割的允许偏差


7.3 边缘加工
Ⅰ 主控项目
7.3.1 铝合金零部件,按设计要求需要进行边缘加工时,其刨削量不应小于1.0mm。
检查数量:全数检查。
检验方法:检查工艺报告和施工记录。
Ⅱ 一般项目
7.3.2 边缘加工允许偏差应符合表7.3.2的规定。
检查数量:按加工面数抽查10%,且不应少于3件。
检验方法:观察检查和实测检查。
表7.3.2 边缘加工的允许偏差
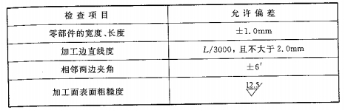

注:L为加工边边长。
7.4 球、毂加工
Ⅰ 主控项目
7.4.1 螺栓球、毂成型后,不应有裂纹、褶皱、过烧等缺陷。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察或表面探伤。
7.4.2 铝合金板压制成半圆球后,表面不应有裂纹、褶皱等缺陷;焊接球其对应坡口应采用机械加工,对接焊缝表面应打磨平整。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10倍放大镜观察或表面探伤。
Ⅱ 一般项目
7.4.3 螺栓球加工允许偏差应符合表7.4.3的规定。
检查数量:每种规格抽查10%,且不小于5个。、
检验方法:见表7.4.3。
表7.4.3 螺栓球加工的允许偏差
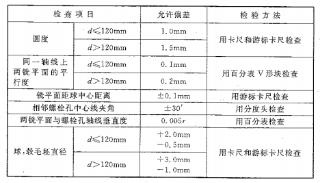

注:d为螺栓球直径,r为螺栓球半径。
7.4.4 管杆件加工的允许偏差应符合表7.4.4的规定。
检查数量:每种规格抽查10%,且不少于5根。
检验方法:见表7.4.4。
表7.4.4 管杆件加工的允许偏差(mm)


注:r为管杆半径。
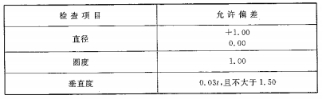
7.4.5 毂加工的允许偏差应符合表7.4.5的规定。
检查数量:每种规格抽查10%,且不应少于5个。
检查方法:见表7.4.5。
表7.4.5 毂加工的允许偏差
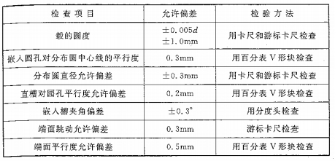

注:d为直径。
7.5 制孔
Ⅰ 主控项目
7.5.1 A、B级螺栓孔(Ⅰ类孔)应具有H12的精度,孔壁表面粗糙度Ra不应大于12.5μm。A、B级螺栓孔径的允许偏差应符合表7.5.1-1的规定。C级螺栓孔(Ⅱ类孔),孔壁表面粗糙度Ra不应大于25.0μm,其允许偏差应符合表7.5.1-2的规定。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规、粗糙度仪检查。
表7.5.1-1 A、B级螺栓孔径的允许偏差(mm)
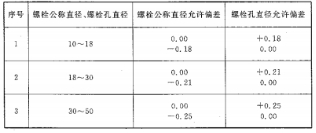

表7.5.1-1 C级螺栓孔的允许偏差(mm)

注:t为厚度。
Ⅱ 一般项目
7.5.2 螺栓孔维的允许偏差为±0.5mm,孔距的允许偏差为±0.5mm,累积偏差为±1.0mm。
检查数量:按构件数量抽查10%,且不应少于3件。
检验方法:用钢尺及游标卡尺配合检查。
7.5.3 铆钉通孔尺寸偏差应符合现行国家标准《铆钉用通孔》GB/T 152.1的有关规定。
检查数量:按构件数抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.4 沉头螺钉的沉孔尺寸偏差应符合现行国家标准《沉头用沉孔》GB/T 152.2的有关规定。
检查数量:按构件数抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.5 圆柱头、螺栓沉孔的尺寸偏差应符合现行国家标准《圆柱头用沉孔》GB/T 152.3的有关规定。
检查数量:按构件数抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
7.5.6 螺丝孔的尺寸偏差应符合国家现行有关标准的规定及设计要求。
检查数量:按孔数量的10%,且不应少于3个。
检查方法:用游标卡尺或孔径量规检查。
7.6 槽、豁、榫加工
Ⅰ 主控项目
7.6.1 铝合金零件部槽口尺寸(图7.6.1)的允许偏差应符合表7.6.1的规定。
检查数量:按槽口数量10%,且不应小于3处。
检查方法:游标卡尺和卡尺。
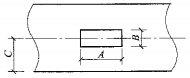

图7.6.1 铝合金零部件槽口
表7.6.1 槽口尺寸的允许偏差(mm)


7.6.2 铝合金零部件豁口尺寸(图7.6.2)的允许偏差应符合表7.6.2的规定。
检查数量:按豁口数量10%,且不应小于3处。
检查方法:游标卡尺和卡尺。
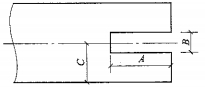

图7.6.2 铝合金零部件豁口
图7.6.2 豁口尺寸允许偏差(mm)

7.6.3 铝合金零部件榫头尺寸(图7.6.3)的允许偏差应符合表7.6.3的规定。
检查数量:按榫头数量10%,且不应小于3处。
检查方法:游标卡尺和卡尺。


图7.6.3 铝合金零部件榫头
表7.6.3 榫头尺寸的允许偏差(mm)


条文说明
7 铝合金零部件加工工程
7.3 边缘加工
7.3.2 保留了相邻两夹角的质量指标,以控制零件外形满足组装、拼装和受力的要求,加工边直线度的偏差不得与尺寸偏差叠加。
7.5制孔
7.5.1 为了保证加工质量,对A、B级螺栓孔的质量作了规定,根据现行国家标准《紧固件公差螺栓、螺钉和螺母》GB/T 3103.1规定产品等级为A、B、C三级,为了便于操作和严格控制,将螺栓孔直径10~18、18~30和30~50三个级别的偏差值直接作为条文。
条文中Ra是根据现行国家标准《表面粗糙度参数及其数值》GB/T 1031确定的。
A、B级螺栓孔的精度偏差和孔壁表面粗糙度是指先钻小孔、组装后铰孔或铣孔应达到的质量标准。
C级螺栓孔,包括普通螺栓孔和高强度螺栓孔。
7.6 槽、豁、榫加工
7.6.1~7.6.3 为了防止装配受阻,这三条规定了槽口及豁口的长度和宽度只允许正偏差不允许负偏差,榫头长度和宽度只允许负偏差不允许正偏差。
原创文章,作者:中建品质工程,如若转载,请注明出处:http://www.pinzhigc.com/flfg/jianzhugongcheng/zhutijiegou/lvhejinjiegou/lvhejinlingbujianjiagong/711.html